
线束厂家加工(线束加工之关键工序之一)
专业名词定义:
压接是电缆组装过程中对电线和端子进行的一种连接方式,压接工序通过施加一定的机械外力(指剥去电线的绝缘体,压着端子咬合在导体上)模具和压接设备将原材料(端子、导线和防水栓)生产成线束半成品(电路),通过压接,电气可以实现从电线和端子之间的传导流动。一但压接状态不好,压接部位阻抗就会变大导致发热等问题使2种材料紧密的接合,从而达到电性导通或牢固接合的目的,因此精密的压接工具,才能保证良好的压接品质。目前压接的工具有手动工具,气动工具,液压工具,半自动压接设备,全自动压接设备等五种。


为何压接工序为关键工序:
良好的压接端子能够减少电阻,减少压接处铜丝氧化和有牢固的紧密性和良好的导电性等各种优良的性能。牢固的紧密性解释:经过拉力测试时在一定范围内不至于被拉松或断开。

线束加工之关键工序之一—压接工艺介绍
课程大纲
:压接工作原理,压接设备介绍,压接原材料,压接检验标准,压接作业过程,压接典型不良分析
压接工作原理
压接,就是接线端的金属压线筒包住裸导线,用手动或自动的专用压接工具
对压线筒进行机械压紧而产生的连接,是让金属在规定的限度内发生变形将导线连接到接触件上的一种技术。好的压接连接会使金属互溶流动,使绞合导线和接触件材料对称变形。这种压接连接类似于一种冷焊连接,从而得到好的机械强度和连续性。在压接过程中,导体受到套管的挤压,在经度和纬度两个方向上均发生形变,形成冷焊。
压接设备介绍
压着工具;压着机—气动工具

压着工具;压着机—液压工具

压着工具;压着机—半自动压着机

压着工具;压着机—全自动压着机

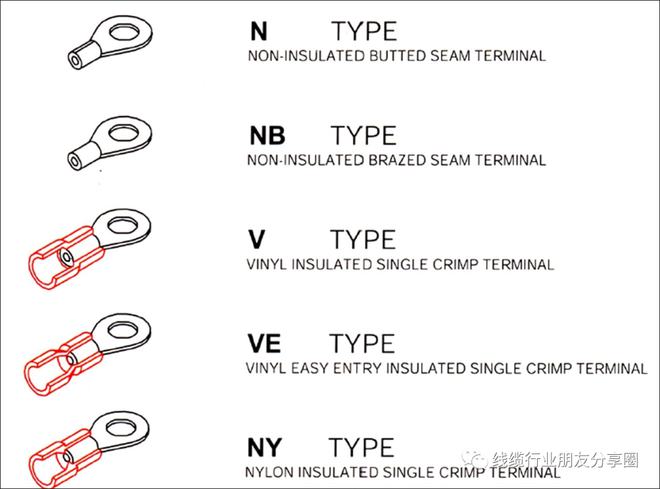
压接原材料介绍之端子








压接检验标准
机械性能-压接强度(数据来源:AMP/MOLEX/JST)

压接完成的物料需要放在放置在物料架上时,导线和端子不得散落或掉在地上,以免损伤物料。每批每种物料必须进行首件检验,并要认真记录(首两件端子芯线的压接高度,宽度、塑皮的压接高度、宽度。端子的拉拔力(并头压接时拉拔力为最大导线的)保留首件,每批每种线完成后与首件核对一同转序。
检验项目之外观 要求达成工艺要求
①、端子压接成形是否良好,绝缘层和芯线包紧处有无损伤和断芯线现象。
②、压接带胶堵的端子,应成形良好牢固,不得损坏绝缘层、芯线和胶堵。
③、检查每扎导线有无漏压、错压,和压接不良现象。


检验项目之压接高度


压接作业过程


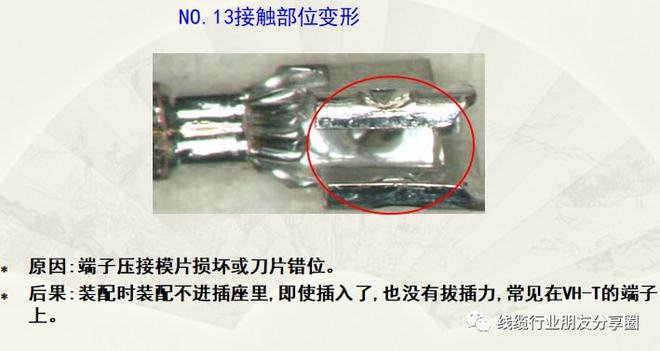
压接典型不良分析
















随着线缆加工工艺过程中自动化水平的不断提高,端子压接工艺逐渐取代了
以往的端子焊接的力法,且比其先进可靠得多,并广泛应用于汽车、电子、电气等各行业。压接是电缆组装 过程中对接线端子进行的一种压接方式,通过施加一定的机械外力,使两种材料即导线和接线端子紧密的接 合,从而达到电气导通和牢固接合的目的。影响端子与导线压接的因素有多种,任何一种端子,它适应的线径都有一走的范围,而线径是影响压接质呈 的一个重要因素。其次,导线本身也是值得硏究的地方,国内与国外的、不同厂家的,甚至同一厂家不同批 次的产品,也会有差异。芯线径相同的情况下,绝缘外皮的厚康也会不同,从而引起压接质呈、效果就不 同。另外,端子的材质、材料厚康也是一个重要因素。可以想到,没有刚性的端子,不可能有抗拉脱力,经 不得较大的压着力。因此总结起来,除模具保证压接形状好坏外,影响端子压接质星的工艺参数有压着力、 线径和端子结构。不同的线径要使用不同的压力,而不同的端子,模具就各不相同,在具体使用当中,我们 应遵循以下原则:(1)导线的线径要符合端子的使用范围;(2)导线剥头部分的长度要合适。(3)压接 模具要合适,压接形状符合端子压接检验规范要求。(4)每种端子压接后,必须经抗拉试验,合格后方可批呈压接.


END